This post was written in part as a response to this article by the BBC –
The AI trained to recognise waste for recycling
An interesting post from the BBC.
Not because it is particularly insightful in itself, it kind of avoids reaching any conclusions, but because but exposes some of the misconceptions there are about recycling, what it’s for and why (outside of the industrial metals sector) we’re pretty bad at it.
In the following repost I explore some of those questions and what Fishy Filaments has chosen to do as a response to some of those challenges, but also why some of the challenges are not really the right ones being discussed in the public sphere, despite wide ranging regulatory and legislative changes coming to Europe very soon.
Most recycling is a challenge imposed by product designers, not the general public
The vast majority of recycling challenges are embedded before any physical item is actually made and they are in response to consumer preference rather than the functional mechanics of a product or the service it provides. In other words; we the general public don’t really care what physical stuff is made of (outside of a very few situations and food), we care most about what something does for us or says about us. Its up to product designers to provide those commodities in any way they can.
The unconstrained design and marketing of mass-market products results in a multitude of solutions, which is great for the consumer but gives a recycler a constantly shifting set of goalposts, not just in terms of recognising new products as they reach end-of-life (which is the, now obligatory, promo for AI bit of this story) but in terms of preferential allocation of capital to dealing with each waste stream.
For example the disposable vapes, also mentioned in the BBC story, didn’t exist as product a decade ago. So any large scale solution to waste management as a whole, whether that be policy, regulation or technological, is always playing catch-up when product designs are unconstrained. (Note the phrase ‘large scale solution’ here. Its is relevant because in recycling selective is usually easier to achieve technically)
And this is not just an environmental issue. Its a health and safety problem too. If a waste management method is found to be too dangerous its not used, e.g. routine marine-based incineration of chemicals, and we go to incredible lengths (and costs) to manage dangerous wastes, whether that be plasma-arc incineration of biohazardous hospital wastes or deep geological repositories for radioactive wastes. So time, through the development of technologies, the discovery of their impacts and the half-life of harms imposes an opportunity cost on recycling infrastructure. We can spend hard upfront or we can deal with it when it is easier (and probably cheaper).
Can we do anything about all that ?
Design Transparency
Well, first off we can try to reduce the complexity imposed on recyclers by opening up things like chemical constituencies/recipies and product design schematics so that its easier and quicker to design effective end-of-life product management processes. Better still get designers to work with end-of-life specialists within the design phase to build-in repairability and easy dismantlement.
The EU recently passed its long awaited and much debated (between lobbyists and civil servants at least) sustainable design standards legislation into the next phase of its implementation. Its a big thing !
But it is possible to reach agreement at a policy level to constrain product design in such as way to drive up the possibility of recycling. Areas such as product repairability, ease of dismantling and material circularity will drive down the amount of new materials required per product, but probably won’t drive down product design diversity. The commercial imperitive to acquire market share by refining product fit to meet or drive consumer desire is not going away any time soon within a market economy.
However we can reduce the time and cost of responding to those evolving challenges by allowing recyclers visibility of the actual challenge they have, rather than imposing additional R&D costs to solve new puzzles daily. In effect the new design codes from the EU are taking a chunk out of that particular issue by pushing new costs upstream into the design studio, but it doesn’t address products that fall outside those constraints, including those already in existence or that are used outside the EU.
So we do need to think about the majority of humanity, as well as the most affluent nations.
Materials-based solutions
We need to enable designers, policy makers and consumers to make rational choices but choices that work with all widely established systems of governance and commerce. They need to work as well in Australia as Austria and in Chile as well as China.
For us, as you might expect from a materials-focussed company, the solutions are a bit more basic and, lets be honest, a bit more boring than the latest AI black box or campaign against the perils of capitalism.
Co-recyclability
Design diversity isn’t actually a big problem for a recycler if all products are made of co-recyclable materials.
As an illustration of what that looks like;
If every drinks can can be thrown in the same smelter for melting down together without having to bother to sort the Cokes from the Sprites from the Irn Brus, then all you need to do is keep those cans separate fom the rest of the worlds waste and you get what we have in aluminium, a process that is relatively efficient at a technical level and delivers a very high percentage of raw material recovery.
Of course an aluminium can is not particularly complex structure as a product (look for Fig 5.1 on this link to see the production process), but different grades of aluminium, external paints and internal coatings do complicate matters chemically and metallurgically, so the industry has agreed materials standards and they have become very effective.
As the product design becomes more and more complex its recyclability as a single item decreases.
If we switch to plastic bottles, the label, the ink on the label, the glue that sticks the label, the retained cap and the ink used to tag the ‘best by’ date on the neck are all individual components that build the end product. Then you fill it with another. And while the packaging of water may look near identical to that of an energy drink, the sugar and caffine residues create issues in recycling as the washing of plastics creates waste process water that responsible recyclers will need to manage as an industrial effluent. If we were incinerating the plastic bottle these specific residues and secondary waste products wouldn’t be an issue, but a different set would be, in the form of gases such as carbon dioxide and complex dioxins arising from combustion.
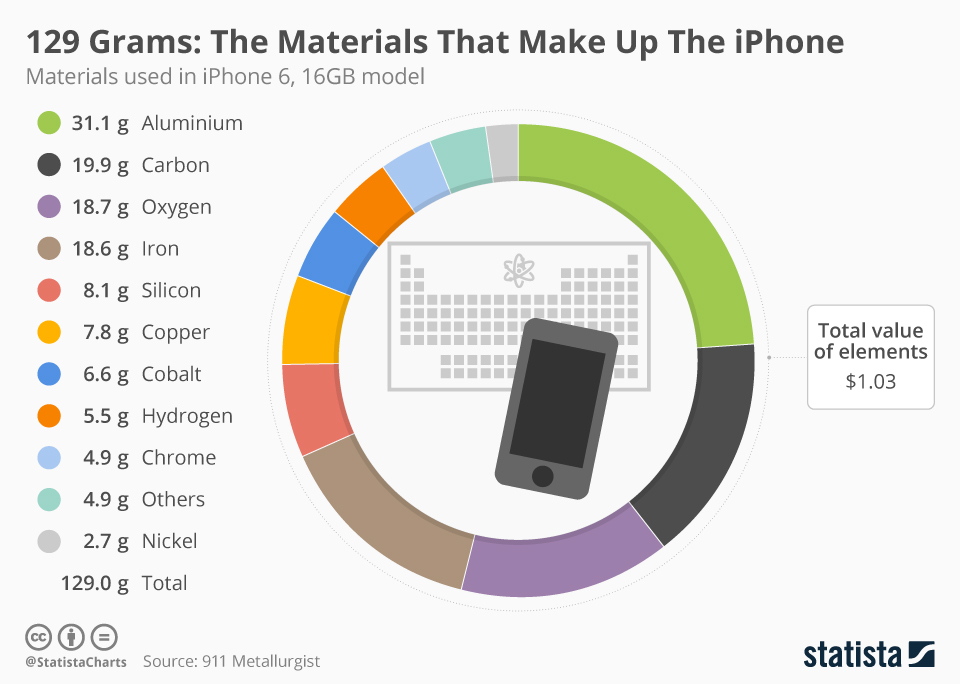
If we then step into a consumer product, like an iPhone or a pair of sneakers, the degree of complexity in the recycling challenge multiplies exponentially. Each additional material, material combination or physical material form brings a new set of challenges and each challenge has a cost/benefit equation.
Visual Capitalist states that there are 34 different components in the iPhone 6. To us this looks like an estimate of the number of assemblies, not components. In actuality there are likely several hundred individual parts manufactured from raw materials, and several times that number of materials used in their manufacturing process such as for cooling & lubricating cutting tools or glue-ing sub-assemblies together.
There is an attribute of materials and material combinations that can massively reduce the complexity of end-of-life management of products, effectively by making components from materials that either do not cross-contaminate each other as they are recycled, or that have a resale value as a mix that can be reused as-is or that can be further refined into higher purity material streams before reuse.
We call this attribute co-recyclability.
To use the iPhone breakdown above as an extreme example, there is no way that any recycling process will ever recover all of the 2.7g of contained nickel direct from this product. The nickel will already be mixed with alloying metals, potentially with lithium carbonate in the battery and will get contaminated with others, either deliberately or inadvertently, as recycling takes place. And since no recycling process is 100% efficient some will be lost as a processing cost as each stage of recovery of a pure nickel metal takes place.
The more intimate the mix of fundamental raw materials, elements or basic chemical compounds, the more expensive it is to separate them back out and, usually, the less cost efficient that separation process is.
Miners are recyclers too
The field of process metallurgy, part of the mining and mineral processing sector, is almost wholly concerned with this separation of valuable materials from contaminants. It should come as no surprise to know that the underlying process technology that Fishy Filaments is commercialising was developed as a response to challenges in process metallurgy, not the fishing or plastics industries with which it is associated.
As an aside;
When we talk about Circular Economy solutions we do need to be a little careful not to be hyperbolic. Some solutions can be genuinely ‘circular’. They are mostly in food & drink or are timber-based and need to be coupled with agriculture of some description, but most consumer products currently advertising as ‘circular’ are better described as potentially offering a ‘closed loop for materials’. This means that industry will take back end-of-life products or materials for re-use, but does need some new materials to top up the reservoir to account for market growth and losses within the recovery system.
Extreme Co-recyclability – what’s the limit ?
The better term here is ‘mono-materiality’ and its been around for a while.
It started in fashion where designers realised that they could make every component of a modern garment from the same man-made polymers; typically polyester or nylon, and in many ways it harks back to previous eras where clothing was made locally from a constrained palette of materials.
The key commonality between past and present understanding is constraint, either by availability of a source material or availability of a method to recycle. Or put it another way; it may have once cost too much to buy silk from China or it now costs too little to burn your sweats after a few uses.
As those cost-benefit equations shift (e.g. silk-like performance gets cheaper or sweats get more expensive to own through their life-cycle) so the solutions to constraint should change. We’re at one of those inflection points now as the total lifecycle costs of products begin to directly include disposal in the purchase price.
Co-recyclability does not require perfection in itself and it is not always applicable or available, but it is a gateway to thinking more deeply about materials and their life-cycles in the context of an individual product design.
Mono-Materiality
Mono-materiality is a solution to end-of-life constraint AND beginning of life performance because it hinges on the coupled relationship between the original raw material and a designed recycling mechanism.
Between beginning and end there is a space for designers to express their own creativity or delivery on market imperitives, but it is bookended and informed by an understanding that if the product steps out ‘off the bookshelf’ and becomes a multi-material solution, then the simplest iteration of the process has failed conceptually. However in real-world solutions recycling often, if not always, includes a dismanteling or decomposition step, that can seperate mono-material streams for more technical recycling.
The example of demin jeans is a good one, where the zip is cut out and rivets (if present) removed before the cotton mix is recycled and re-spun into new garments. The sewing threads that link the panels of the jeans and the dyes that make them blue are not removed because they are co-recyclable and do not decrease the bulk performance of the reconsitiuted cotton fibres arising from the recycled demin fabric. The brass fixings (zips, buttons and rivets) could be re-used or recycled for metal where (as previously mentioned) smelting burns away any remaining organic cotton attached to them in a way that, again, shows co-recyclability.
Mono-materiality in Industry
If you take that whole concept up a notch we are starting to see demonstrations such as Caracol AM’s use of recycled materials to 3D print tools to make wind turbine blades. While not yet taking end-of-life blades as their source (as far as we can see within the “RARe-WASTE Robotic Large Format Additive Remanufacturing from Recycled Waste” project by EIT Manufacturing) the idea is clear and it should inform the next generation of turbine blade design and decommisssioning.
If and when glass fibres are recovered from end-of-life wind turbine blades this technology demo acquires real impact.
We take this idea a step further – and we’re looking for applications where co-recyclability is possible and desirable, where established industries have complex assemblies that might be replaced by either single 3D printed components (another good example in addition to the turbine blade making tool might the carbon composite bicycle frame) or multiple components where the material might be replaced by a single co-recyclable suite of materials.
The solution we’ve brought to market is called 0rCA®.
0rCA® – Near Zero (0), Recycled, CArbon
0rCA® is a family of materials whose common chemistry is recycled Nylon 6 (AKA PA6) and whose common re-enforcing or modulating addmix is a carbon allotrope, whether that is as a fibre, a graphene variant or a form of carbon nano-tube.
The family’s defining features are;
- ultra-low embedded carbon impact as a raw material
- cost-effective co-recyclability across a wide range of applications and component manufacturing methods
- potential end-of-life chemical recyclability after mechanical recycling has reached its limited number of re-use cycles
In addition our concept offers
- custom blends to fit application profile using an engineering grade waste product as a source material
- bondability without glues
- compatibility with a wide range of existing coatings and post-manufacturing finishing methods, such as vapour smoothing and tumbling
The example we use to explore our 0rCA® product family is the car door;

The Car Door as a vision of mono-materiality and co-recyclability;
Thermoplastic-Composite layup – crash structure and door panel made from recycled PA6 infused TOW tape whose long strand carbon fibres are also recycled
Injection moulded components – direct material replacement using different % of short cut carbon fibre fill in a matrix of recycled PA6
Electrical components – potential for nano-tube and graphene enhanced materials ? several workers have hypothesised this material class and its a bit of a Holy Grail as a way to reduce the need for copper with a material that could be 3D printed or be offered as a lightweight substrate for copper electrodeposition.
We’ve already demonstrated rPA6-rCF 10% and rPA6-rCF 17% and worked with Manchester University Graphene Innovation Centre to produce a 1% graphene compound (rPA6-G 1%), and we’ll be exploring the functional envelope in the future.
So thats it.
Thats our vision for a mono-materially led design future that builds in recyclability and the freedom to design without compromising on sustainability.
Thanks for reading and get in touch if your project sounds like a good fit.